Règles de sécurité:
2- Ne pas mettre le fil à souder dans la bouche. Même pas pour essayer ni même d'avantage...
3- Si l'on prend de l'acétone ou alcool à bruler pour nettoyer le circuit imprimé, reboucher le flacon tout de suite, car ces produits sont très volatil et très inflammable.
0 - Principes
Ces quelques pages constituent un petit manuel basique de soudure des composants électroniques à l'étain. Il présente l'utilisation des outils de soudage et les précautions à prendre. Les techniques présentées ici ont pour but d'aider les débutants à souder par exemple des kits courants. Nous ne parlons pas ici de soudage de composants CMS ni des techniques industrielles.
La soudure se fait en chauffant les deux parties métalliques à souder (dans ce cas, le circuit imprimé et le composant électronique mis en place) et en y appliquant le fil de soudure (mélange étain + plomb + flux de soudure) qui fond à la chaleur et se combine aux élémets à souder. Cela permet d'obtenir un lien métallique solide entre les deux parties, qui assure à la fois la continuité électrique et la solidité mécanique.
Notons que désormais les procédés de soudure sans plomb sont généralisés (directives RoHS). Les techniques présentées dans ces pages sont valables à la fois pour les anciennes soudures plombeuses et pour les nouvelles soudures sans plomb. Les différences pratiques entre les deux sont mentionnées au fur et à mesure.
1 - Matériel nécessaire
L'étoile * indique les éléments vraiment indispensables. Les autres sont simplement utiles si l'on soude régulièrement.
- * Fer à souder + support adapté : fournit la chaleur.

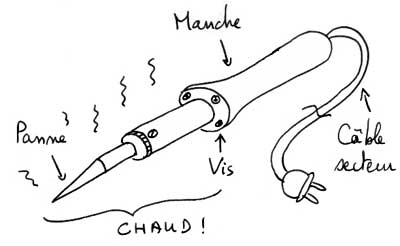
La panne du fer ne doit pas ètre trop fine, pour débuter : les pannes très fines sont utiles pour souder par exemple des composants CMS, mais elles sont fragiles, elles se tordent facilement lorsqu'on ne soude que des composants plus gros. La panne doit être pointue mais solide, pas plate comme en plomberie, ce qui est trop gros. Les fers à bas coût sans contròle de température sont généralement équipée d'une panne de taille idéale...
Attention : la température du fer doit être adaptée au type de soudure utilisée. Les fils à soudés étain-plomb anciens avaient une température de fusion plus basse que les fils en nouveaux alliages sans plomb. Plus le fils de soudure est épais, plus il a du mal à fondre. Un fer (à température fixe) peu chaud ou peu puissant peut convenir pour du fil fin mais pas pour du fil épais.
- * Fil de soudure : alliage à bas point de fusion, non ferreux.
Anciens alliages : étain + plomb + flux de soudure. Les fils de soudures les plus couramment utilisés pour l'électronique étaient les alliages 60/40 ou 63/37. Des alliages avec d'autres proportions ne fondent pas à la mème température.

Nouveaux alliages : Etain – Cuivre, Etain – Argent, Etain - Argent - Cuivre sont les plus couramment utilisés pour les apllications non industrielles. Ces alliages contiennent en général plus de flux de soudure que les anciens (ou un flux différent), ce qui implique des précautions supplémentaires (voir pages suivantes).
- * Eponge humide pour nettoyer le fer, réservée à cet emploi ;
- Papier de verre au grain fin pour éventuellement frotter le circuit imprimé s'il est oxydé ;
- Tresse à dessouder (pas indispensable mais utile en cas d'erreur) ;

- Graisse décapante pour souder sur des matériaux qui s'oxydent, comme le laiton ou le bronze (à utiliser en très faible quantité et à nettoyer ensuite) ;
- Nettoyant flux de soudure : il est disponible en bombe, avec un pinceau pour aider le nettoyage. Il est utile en cas d'utilisation de graisse ou si la soudure projette beaucoup de gouttelettes de flux. Il n'est pas nécessaire d'en mettre énormément, un seul appui sur le bouchon suffit généralement à nettoyer une petite plaque.
- * Pince coupante (pour couper les pattes des composants après soudure) :

- Pince plate (pour redresser les pattes de composants) ;
- Pince à dénuder (pour préparer les fils) :

Il existe des kits d'outillage peu chers dans les magasins d'électronique.
Si vous voulez en savoir plus en soudure et en électronique, nous vous conseillons de visiter quelques sites qui nous paraissent très bien faits :
- La Coccinelle : vous y trouverez entre autres des conseils de soudure pour les débutants, avec en particulier des schémas de positionnement correct des composants.
- Passion modélisme - Blériot XI : ce site propose une page de conseils de soudure à l'étain sur laiton qu'il peut être utile de lire avant d'attaquer la confection d'un tapis sensitif.
- etronics et Sonelec-musique : de belles initiations à l'électronique, avec un minimum de théorie (le strict nécessaire), des explications bien choisies sur les composants et les appareils de mesure, et des guides de réalisations pratiques de montages. A visiter absolument si vous souhaitez aller plus loin que la soudure de composants ou le montage de kits.
2 - Consignes de sécurité
- Ne pas respirer directement les vapeurs de soudure (étain et plomb vaporisé, résines cancérigènes...) : il faut donc choisir un local bien aéré. Il est sain aussi d'avoir un ventilateur à proximité, même à faible vitesse (sans qu'il soit dirigé directement sur le fer, sinon il le refroidit...).

- Le fer à souder est chaud : attention aux brûlures ! Attention à la partie du fer entre la pointe (la panne) et le manche : elle est chaude aussi.

- Vérifier régulièrement que la pointe du fer ne se dévisse pas du manche, ce qui est dangereux (brûlures). Revisser en cas de relâchement.
- Ne pas utiliser de fer à souder en présence d'enfants.
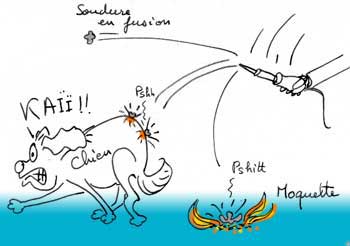
- Ne pas poser le fer à souder allumé n'importe où : il lui faut un support spécifique stable. Attention en particulier aux fers légers, qui sont entraînés par leur câble secteur et qui peuvent tomber, qu'il faut impérativement poser sur un support ininflammable.

- Ne pas mettre le fer en présence de matériaux inflammables (tissus, chaises en bois, carton, papier, cheveux, liquides inflammables, polystyrène, plastiques...).

- Ne pas laisser son fer allumé à la fin de sa journée de travail ou durant la pause déjeuner (laquelle ne se fait pas sur la table de soudure, d'ailleurs).
- Ne pas secouer le fer à souder, avec les gouttes d'étain en fusion, sur de la moquette, du papier ou tout autre matériau inflammable.
- Le Plomb (Pb) et l'Etain (Sn) sont des métaux très toxiques : il ne faut pas tenir le fil de soudure dans la bouche, il ne faut pas le couper avec les dents, il ne faut pas manger ou boire en même temps que l'on soude et il faut toujours se laver les mains sérieusement une fois que l'on a fini de travailler avec la soudure (avec du savon !). Les graisses décapantes sont très toxiques et polluantes et ne doivent être utilisées donc qu'en très faible quantité et à bon escient.

Attention aux gants en latex : on pourrait penser, au vu des consignes de sécurité ci-dessus, à souder en portant des gants jetables, généralement en latex ou en caoutchouc. Cependant, ces gants peuvent devenir dangereux en cas de brûlure, s'ils sont effleurés par le fer : ils fondent sur la main. Les gants poudrés peuvent de plus provoquer des allergies (et les non poudrés font transpirer les mains).
Utiliser les nouvelles soudures sans plomb ne dispense pas de se laver les mains aussi soigneusement qu'avant : ce n'est pas parce qu'il n'y a plus de plomb que ces alliages ne sont pas toxiques.
- L'éponge qui sert à nettoyer le fer doit être réservée à cet usage spécifique : il ne faut jamais l'utiliser pour la vaisselle ou pour la salle de bain.
- Toujours nettoyer la table de travail après avoir soudé : il reste toujours des gouttes de soudure, des pattes pointues de composants, des bouts de fils... tous dangereux (intoxication, coupures, etc...) en particulier pour des enfants ou des animaux (ou tout être se promenant pieds nus).
- Ne jamais souder un montage sous tension : c'est dangereux pour l'utilisateur et pour le montage. Toujours débrancher avant de faire quoi que ce soit sur un composant ou sur un circuit imprimé.

- Attention aux microprojections : il arrive que lorsqu'on soude des microgouttes invisibles de résines chaudes soient projetées et piquent les doigts. Cela peut surprendre : éviter les mouvements brusques. Se laver les mains ensuite. Les microprojections étaient assez anecdotiques avec les anciennes soudures au plomb mais peuvent être très fréquentes et très douloureuses avec les nouveaux alliages.
Se protéger l'index de la main qui tient le fil n'est pas que de l'ordre du confort : les microprojections peuvent faire très mal ! Je n'ai pas actuellement pas trouvé de protection spécifiquement dédiée à ce problème. Il faut bien sûr éviter les gants en latex et les matériaux inflammables (papier, plastique, caoutchouc, ...), et personnellement cela se limite à deux possibilités : se mettre un gros pansement préventif sur l'index avant d'avoir mal, ou essayer une bague-armure (qui ne doit pas trop dépasser de l'ongle, sinon elle gène le fil de soudure). J'indiquerai de plus dans ces pages au fur à mesure des tests quels alliages projettent le plus ou le moins de gouttes de flux.
3 - Comment souder
La soudure des composants électroniques sur le circuit imprimé a deux buts :
- immobiliser le composant à sa place,
- permettre le contact électrique entre le composant et les pistes de cuivre du circuit imprimé.
Si les soudures sont mal faites, le montage peut ne pas fonctionner ou les composants peuvent être arrachés.
Pas à pas :
1 - Vérification du circuit imprimé
Les circuits étamés se soudent plus facilement que les circuits en cuivre brut, cependant, si l'on fait ses tirages soi-même, on a plus souvent affaire à des circuits non étamés. L'étamage consiste à appliquer une couche d'alliage de soudure (à base d'étain) sur le cuivre du circuit imprimé.
Très fréquemment, les circuits en cuivre brut sont plus ou moins oxydés lorsqu'on commence à les souder, même s'ils ont été tirés peu de temps avant. Le plus simple pour faciliter les soudures (et parfois rendre le circuit soudable !) est de le passer au papier de verre fin avec de commencer à placer les composants.
Il n'est pas nécessaire de beaucoup appuyer, il ne faut pas arracher les pistes... Le cuivre devient brillant et clair là où il a été abrasé par le papier de verre.
2 - Placer le composant sur le circuit imprimé.
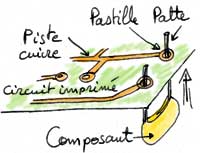
Un circuit imprimé courant comporte une face sans circuit et une face avec circuit de cuivre apparent. La soudure se fera du côté du Cuivre.
Le composant lui-même se retrouve du côté non cuivré et ses pattes dépassent du côté du circuit de Cuivre. Il y a des pastilles de Cuivre prévues du côté circuit pour faciliter la soudure.
Le composant doit être enfoncé au maximum, de façon égale sur toutes ses pattes (il ne doit pas être tordu).
Attention : certains composants sont orientés (patte + et patte -) et doivent être placés dans un sens précis, indiqué sur la documentation et sur la sérigraphie du montage.
Composants non orientés :
- Résistances,
- Petits condensateurs,
- Connecteurs simples sans détrompeur.
Pour reconnaître les résistances lors du montage d'un kit, il faut connaître le code des couleurs. De nombreuses pages l'expliquent, en particulier :
- Le code des couleurs appliqué aux résistances, http://www.bls.fr/amatech/electronique/Composants/Resistances/Code_couleurs.htm, dans la section électronique du site Amatech ;
- Code de couleur, http://crteknologies.fr/electronique/ressources/code_resist.php, sur le site de CR-TEKnologies ;
- Les résistances, http://perso.wanadoo.fr/radionini/f5szk/technique/composants/resistances.htm, sur le site de Radionini...
Composants orientés | Repère |
| Diodes | Bande transversale d'un côté |
| Supports de microcontrôleurs | Encoche |
| Transistors | Radiateur |
| Gros condensateurs | Bande verticale négative |
| Connecteurs pour fil en nappe | Encoche |
| Connecteurs 3 points verrouillés | Repère plastique |
| LED | Patte longue (+), côté plat (-) |
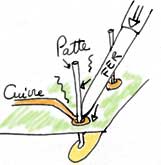
3 - Chauffer la patte et le circuit
La première étape de la soudure consiste à appuyer le fer chaud à la fois sur la patte du composant à souder et sur la pastille de Cuivre du circuit imprimé. Les deux éléments doivent être chauffés en même temps sinon la soudure ne tiendra pas.
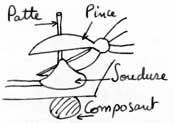
4 - Souder
Lorsque la patte et la pastille sont chaudes (1/2 à plusieurs secondes), il faut approcher l'extrémité du fil de soudure vers la base de la patte du composant, du côté opposé à la pointe du fer.

Si la patte est à la bonne température, la soudure fond toute seule et s'étale sur la patte et la pastille (au bout d'au moins une demie seconde de contact).
Il ne faut pas faire fondre la soudure directement sur le fer : elle risquerait de ne pas s'étaler correctement et de faire une boule.
Une soudure réussie (la soudure est indiquée par un S entouré) :

Quelques aspects caractéristiques de soudures ratées :




Si la soudure refuse de s'étaler sur la pastille ou sur la patte, ce peut être un indice d'oxydation du circuit ou du composant. Il faut donc gratter (au papier de verre par exemple) la surface récalcitrante et recommencer. Ce n'est pas la peine de rajouter trois fois plus de soudure, ce qui n'améliorera pas la qualité de la soudure et risquerait de masquer le problème.
Certains nouveaux alliages sans plomb donnent des soudures à l'aspect plus terne que les anciens alliages.
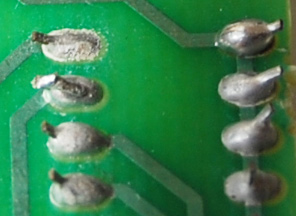
Quelques photo de soudures à ne pas commettre :
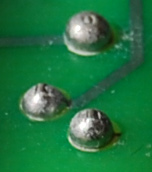  | Soudures en boule : |
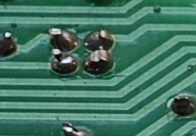
  | Deux soudures mal finies : le trou dans la pastille est encore visible, la soudure ne s'étale que d'un seul côté de la patte. |
 | Soudures laides d'une façon générale. |
  | Soudure sèche vue sous deux angles : la soudure s'est bien collée sur la pastille mais pas sur la patte. |
5 - Couper l'excédent de patte
Une fois le composant soudé, il faut couper avec les pinces coupantes les bouts de pattes qui dépassent côté circuit. Il ne faut pas couper trop à ras de la plaque : cela pourrait abîmer la soudure et empêcher de ressouder le composant. Couper donc à ras de la bulle de soudure.
Il ne faut pas non plus couper trop loin de la soudure, mais juste à ras : sinon, la patte reste trop longue et peut :
- griffer le support sur lequel la plaque est posée (la table vernie préférée de votre tante par exemple) ;
- griffer les doigts qui manipulent la plaque ;
- faire des accrocs dans la poche dans laquelle on a rangé son montage tout neuf ;
- être écrasée sir on appuie un peu sur la plaque et faire un beau court-circuit avec une autre soudure, ce qui empêche la carte de fonctionner normalement...
  4 - Conseils pratiques- Nettoyer fréquemment la pointe du fer chaud sur l'éponge humide. En effet des déchets s'accumulent sur la pointe et peuvent gêner la soudure. Utiliser soit une vieille éponge naturelle soit du papier hygiénique mouillé, mais pas d'éponge synthétique qui abimerait le fer. Il est aussi utile de faire fondre un peu de soudure sur la pointe, pour qu'elle ne s'oxyde pas, en particulier avant d'éteindre le fer. - Ne jamais gratter la pointe du fer, surtout avec un objet métallique, pour la nettoyer : en effet, cela enlève la substance plaquée sur le fer qui facilite l'étalement de la soudure. Une fois égratigné, le fer est moins bon car la soudure forme des boules dessus au lieu de couler vers la patte à souder. - Toujours avoir une poubelle à proximité pour couper les pattes des composants qui dépassent une fois soudées (sinon on en met partout et c'est difficile à enlever, surtout dans la moquette. En plus ça pique). - Ne jamais couper de pattes ou de fils, surtout des fils multi-brins fins, au-dessus d'un montage : cela provoque des court-circuits s'il reste des morceaux de métal coincés dans le montage. - Il existe un ordre pratique de montage des composants sur les circuits. Il est plus simple de commencer par souder les composants les plus bas puis de continuer par les plus hauts. En effet, lorsqu'on retourne la plaque pour souder sur le circuit, les composants se retrouvent à l'envers. Si des composants plus hauts sont déjà fixés, les petits risquent de sortir, de se déplacer et de n'être pas pratiques à souder. Suggestion d'ordre de montage :
| Exemples de pattes pas coupées assez près de la soudure. |